Incoloy 800,800H/800HT pipes belong to the nickel-iron-chromium alloy family.
The primary differences among them lie in their precise chemical composition modifications and high-temperature heat treatment processes.
The base grades exhibit excellent structural stability at moderate temperatures,while the special H and HT modified grades undergo high-temperature annealing to maximize long-term creep rupture strength.

Key differences among Incoloy 800 series pipes
Chemical Limits for Incoloy 800 series pipes
When choosing incoloy 800 pipes or its derivatives, chemical composition dictates performance.Industrial buyers must look closely at elemental percentages before placing bulk mill orders.Even minor chemical variances alter how these metals behave under aggressive environmental conditions.
Our manufacturing laboratory in China utilizes optical emission spectrometers to verify every batch.This rigorous quality control ensures that our alloys comply perfectly with global standard restrictions.International engineering projects receive premium piping solutions that match their exact technical specifications.Let’s review the detailed elemental breakdown below.
| Chemical Element | Incoloy 800 | Incoloy 800H | Incoloy 800HT |
| Nickel (Ni) | 30.0 – 35.0 | 30.0 – 35.0 | 30.0 – 35.0 |
| Chromium (Cr) | 19.0 – 23.0 | 19.0 – 23.0 | 19.0 – 23.0 |
| Iron (Fe) | 39.5 Min | 39.5 Min | 39.5 Min |
| Carbon (C) | 0.10 Max | 0.05 – 0.10 | 0.05 – 0.10 |
| Aluminum (Al) | 0.15 – 0.60 | 0.15 – 0.60 | 0.25 – 0.60 |
| Titanium (Ti) | 0.15 – 0.60 | 0.15 – 0.60 | 0.25 – 0.60 |
| Al + Ti Combined | 0.30 – 1.20 | 0.30 – 1.20 | 0.85 – 1.20 |
Mechanical Strength of Incoloy 800 series pipes
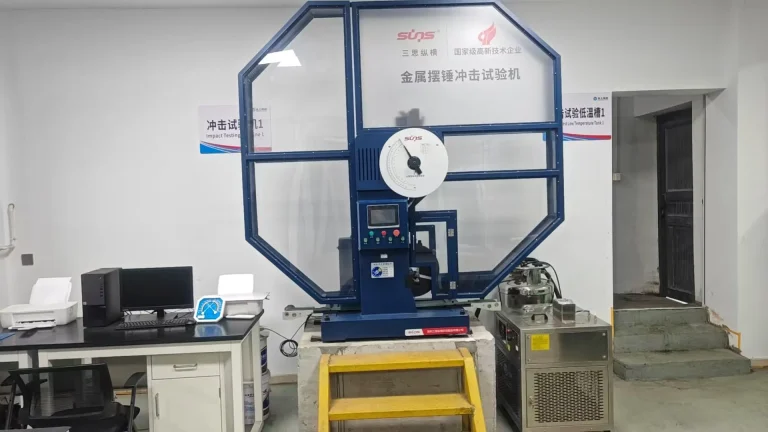
Mechanical properties change significantly when operating temperatures exceed 600 degrees Celsius.At ambient temperatures,the base alloy actually displays slightly higher tensile strength limits.However,the coarse-grained H and HT versions outperform the base metal at elevated temperatures.We thoroughly test Incoloy 800H pipes to ensure they resist thermal degradation.This behavior occurs because larger grain boundaries restrict atomic sliding movements within the crystal lattice.
As a result,design engineers select advanced,enhanced materials for critical structural components in chemical reactors.Additionally,high-temperature materials offer the highest allowable design stresses under extreme thermal conditions.Thus,choosing these high-quality materials can optimize the overall safety margin of your industrial infrastructure.
To achieve these mechanical properties, our factory implements a strict cold-drawn manufacturing workflow. Subsequently,we perform precise thermal stabilization procedures to ensure uniform material density.This advanced processing technique eliminates internal structural stress within the piping walls.
Our production line is capable of manufacturing Incoloy 800 series alloys with precise dimensions.Our engineering team conducts destructive tensile tests at high temperatures to verify their performance.We carefully document the yield strength,ultimate tensile strength,and elongation.This transparent data package helps our customers minimize operational risks during the commissioning process.
| Mechanical Property | Incoloy 800 | Incoloy 800H | Incoloy 800HT |
| Tensile Strength | ≥ 520 MPa (75,000 psi) | ≥ 450 MPa (65,000 psi) | ≥ 450 MPa (65,000 psi) |
| Yield Strength | ≥ 205 MPa (30,000 psi) | ≥ 170 MPa (25,000 psi) | ≥ 170 MPa (25,000 psi) |
| Elongation | ≥ 30% | ≥ 30% | ≥ 30% |
| ASTM Grain Size Number | 8 or finer | 5 or coarser | 5 or coarser |
| Max Operating Temp Limit | 593°C (1100°F) | 760°C (1400°F) | 982°C (1800°F) |
Stainless Tubings Supplier in china




International Equivalent Grades Overview
| Standard | Incoloy 800 | Incoloy 800H | Incoloy 800HT |
| UNS | N08800 | N08810 | N08811 |
| EN | X10NiCrAlTi32-21 | X5NiCrAlTi31-20 | X8NiCrAlTi32-21 |
| JIS | NCF 800 | NCF 800H | NCF 800HT |
| GB | 06Cr32Ni21AlTi | 05Cr32Ni21AlTi | 07Cr32Ni21AlTi |
| GOST | 10Kh23N18 | 05Kh23N18 | 08Kh23N18 |
| BS | NA 15 | NA 15(H) | NA 15(HT) |
| AFNOR | Z10NC32-21 | Z5NC32-21B | Z8NC32-21 |
Methods for Manufacturing Incoloy 800/H/HT Steel Pipes
Incoloy 800, 800H, and 800HT pipes are manufactured using two primary methods:Seamless Production and Welded Production.
Because these nickel-iron-chromium alloys are highly work-hardened and tough,the manufacturing process requires specialized heavy machinery,strict temperature control,and precise post-forming heat treatments to achieve the required grain structure.
Seamless Pipe Manufacturing (ASTM B407 / ASME SB407)
Seamless manufacturing eliminates any longitudinal weld seam.This method is preferred for high-pressure, critical safety,and high-temperature environments.
- Billet Heating:
Solid Incoloy cylindrical bars (billets) are heated in a rotary hearth furnace to precise forging temperatures,usually between 1100°C and 1220°C (2000°F to 2230°F).Temperature control is strict to prevent alloy tearing. - Rotary Piercing (Hot Extrusion):
The heated billet is pushed through a high-powered piercing mill or extrusion press.A mandrel pierces the center of the solid bar,transforming it into a hollow shell (mother tube). - Elongation And Sizing:
To achieve precise wall thickness and outer diameter,the tube is cooled and processed through cold-working methods like cold pilgering or cold drawing.This increases structural strength but hardens the metal. - Intermediate Annealing:
Because cold-working hardens Incoloy rapidly,the pipes must be periodically annealed (heated and cooled) to restore ductility before further reduction.
Welded Pipe Manufacturing (ASTM B514 / ASME SB514)
Welded manufacturing is used for larger-diameter pipes or applications where extreme high pressure is not a factor.
It is highly cost-effective for large projects.
- Slitting and Forming:
Hot-rolled or cold-rolled Incoloy alloy strips (coils) or plates are slit to the exact width needed.They are passed through a series of rollers that progressively bend the flat sheet into a continuous cylindrical shape. - Automatic Welding:
The longitudinal seam is joined using automatic welding processes without adding filler metal (or using matching Incoloy filler wire).Common methods include TIG,PAW and Laser Welding. - Bead Rolling / Seam Working:
The internal and external weld beads (flash) are mechanically rolled or ground down to create a smooth, seamless-looking surface finish and remove stress-concentration points. - Sizing and Cutting:
The welded pipe passes through sizing rolls to achieve exact dimensional roundness and is cut to standard commercial lengths (typically 6 meters or 20 feet).
Final Heat Treatment
Heat treatment is the most critical step in determining whether a pipe is graded as 800, 800H, or 800HT.
For Alloy 800,the pipe is rolled and annealed at approximately 980°C (1800°F) to recrystallize the metal and relieve residual stresses.
For Alloy 800H/800HT,the pipe must undergo high-temperature solution annealing at 1149°C (2100°F) or higher.
This specialized heat treatment promotes grain growth,ensuring the formation of a coarse-grained structure of ASTM Grade 5 or coarser,thereby meeting the requirements for high-temperature creep resistance.
High-temperature creep rupture strength
- Incoloy 800:
At temperatures above 540°C (1000°F),the design allowable stress decreases sharply as the temperature rises.
It does not have the ability to withstand high temperatures and pressures over extended periods. - Incoloy 800H:
After high-temperature solution treatment,its creep rupture strength at temperatures above 650°C (1200°F) is significantly higher than 800. - Incoloy 800HT:
Because the ratio of aluminum to titanium is strictly controlled within the optimal range of 0.85%–1.20% and the material undergoes microstructural strengthening,it exhibits the highest creep rupture strength and longest service life among the three.
Embrittlement Resistance of Incoloy Series Pipes
During prolonged operation in the 600°C–700°C range,a harmful “σ phase” (a crystal structure that causes the metal to become brittle) may precipitate within the alloy:
- Incoloy 800:
If the carbon content is low and the material has not undergone high-temperature solution treatment,prolonged operation within this temperature range may result in some degree of embrittlement. - Incoloy 800H / 800HT
Due to strict control of carbon content (not less than 0.05% / 0.06%) and coarse grain size,these materials exhibit exceptional structural stability and toughness at high temperatures and show virtually no embrittlement even after prolonged exposure to heat.
Do these three grades use different welding filler metals?
No,they generally use the same welding consumables.The most common filler metals are Inconel Filler Metal 82 (ERNiCr-3) for TIG welding or Inconel Welding Electrode 182 (ENiCrFe-3) for stick welding.
For maximum creep-rupture strength matching Alloy 800HT in extreme environments, specialized matching filler metals like Inco-Weld A or Alloy 617 fillers are preferred.
Is Post-Weld Heat Treatment required for 800H/800HT pipes?
It depends on the application,but it is highly recommended for heavy-wall or highly stressed pipes.If the pipe undergoes severe cold forming (over 5% strain) or extensive welding,a full solution anneal at ≥1,149°C (2,100°F) is required to restore the coarse-grain microstructure and prevent stress-relaxation cracking during service.
Is there a significant price difference between 800, 800H, and 800HT pipes?
The raw material base cost is very similar because the primary alloy elements (Nickel, Iron, Chromium) are identical.However,800H and 800HT are slightly more expensive due to the higher energy costs of the high-temperature solution-annealing process and the strict quality controls needed to verify grain size and chemical compliance.
write to us
Have a Question?
Contact Us!
Should you have any questions regarding stainless steel pipes, including manufacturing processes, chemical composition or other unfamiliar matters, our staff will be happy to assist you.