What is A Surface Appearance Inspection of Steel Pipes?
A surface appearance inspection of steel pipes is the primary quality control process used to visually and physically evaluate the outer and inner surfaces of a steel pipe for structural flaws,manufacturing imperfections,and dimensional inaccuracies.It serves as the first line of defense in pipe quality assurance,identifying macroscopic defects before the pipe undergoes more expensive non-destructive testing (NDT) or is cleared for operational use.
Key Objectives of the Surface Appearance Inspection
Common Methods and Tools for Surface Appearance Inspection
| Manual Visual Inspection | Inspectors systematically examine the pipe under high-intensity lighting,rotating it to catch reflections off surface flaws.They often utilize simple mechanical aids such as magnifying glasses,standard gap templates,and welding gauges. |
| Dimensional Measuring Tools | Micrometers,vernier calipers,ring gauges,and tape measures are used to check structural uniformity and wall thickness at multiple points. |
| Automated AI Optical Systems | Modern manufacturing lines increasingly utilize automated visual inspection systems.High-resolution 360-degree cameras mounted on robotic arms capture images of both the exterior and the hard-to-reach interior.These images are analyzed in real time using deep learning software to flag anomalies. |
| Reference Photography Standards | When evaluating surface discontinuities,inspectors frequently compare the pipe’s condition to standardized photography catalogs (such as MSS-SP-55) to determine acceptable versus rejectable variances. |
Classification & Features of Surface Defects
Pipe Body Defects
Weld Defects
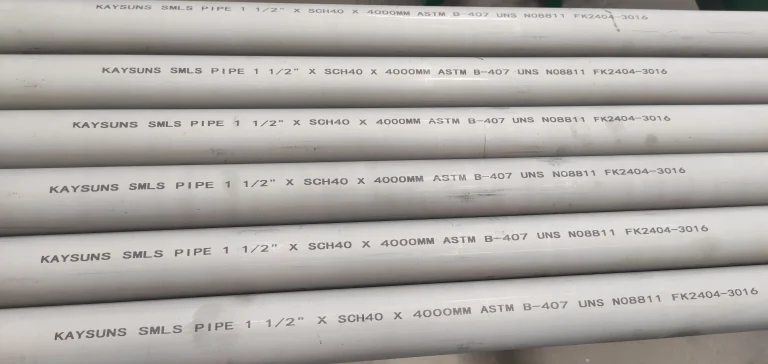
Stainless Tubings Supplier in china




Acceptance Criteria & Standards for Surface Appearance Inspection
A visual inspection is not merely about “looking”;more importantly,it involves determining whether a product is ‘acceptable’ or “rejected” based on international standards.
Classification of Applicable Standards:
Typically,strict compliance is required with API 5L (Specification for Line Pipe),ASTM A53/A106 (Specification for Carbon Steel Pipe),or ASME B31.3 (Specification for Process Piping).
Quantitative Measurement Requirements:
Standards specify extremely precise maximum allowable limits.For example,in certain weld inspections,undercut depth must not exceed 0.4 mm to be considered unconditionally acceptable;if the depth is between 0.4 mm and 0.8 mm,there are extremely strict restrictions on continuous length and frequency of occurrence;depths exceeding 0.8 mm are immediately deemed unacceptable.
Environment & Prerequisites for Surface Appearance Inspection
To ensure that defects can be accurately detected by the naked eye or optical instruments,specific environmental conditions must be met prior to inspection.
Surface Preparation:
The surface of steel pipes must be sandblasted,shot-blasted,or chemically pickled to thoroughly remove large areas of surface rust,oil,dirt,or loose scale;otherwise,minute surface cracks can easily be masked.
Lighting & Viewing Angles:
The illuminance in the inspection area must generally be no less than 500 to 1,000 lux.According to industrial visual inspection standards (such as the HII Inspection Manual),the inspector’s eyes must be no more than 24 inches (approximately 61 centimeters) from the surface of the steel pipe,and the angle between the line of sight and the pipe surface must be no less than 30 degrees.
Defect Disposition & Documentation for Surface Appearance Inspection
On-site Marking:
Upon discovering a defect,the inspector must use a chlorine-free marker or a non-corrosive spray to clearly mark the defect location on the pipe.
Defect Remediation:
Minor scratches or shallow pits may be removed by mechanical grinding (wall thickness must be remeasured after grinding to ensure no thinning);severe cracks or deep folds must be repaired by spot welding or the entire pipe must be rejected.
Documentation And Traceability:
A material test report must be issued for each batch,documenting the following: inspection date,pipe lot number, clock position,defect type,dimensions,and final disposition.
Inspector Qualification & Vision Standards
| Evaluation Metric | Technical Thresholds | Reference Standards | Operational Purpose |
| Near Vision | Jaeger J1 | ASNT SNT-TC-1A ISO 9712 | Resolve cracks down to 0.1mm. |
| Color Vision | Standard Ishihara plates test | AWS D1.1 ISO 9712 | Distinguish penetrants and rust. |
| Certification | Minimum VT Level II or CWI | ISO 9712 AWS QC1 | Authorize Accept/Reject sign-off. |
| Quality Audit | 5% – 10% random blind re-check | Owner Project QCP | Mitigate inspector fatigue. |
Automated Smart Vision System Selection Guide
| Technology Class | Key Advantages | Technical Limitations | Best Application |
| 3D Laser Profilometry | Precise depth accuracy for pits and dents. | Misses flat color-only anomalies. | Geometric checks on API 5L pipes. |
| 2D Line-Scan AI Array | Extremely fast | Cannot measure absolute flaw depth. | High-speed inline screening for ERW mills. |
| Robotic ID Crawler | Inspects inner diameter blind spots. | Low throughput; not for bulk lots. | Final QA for nuclear or aerospace spools. |
Safety & HSE for Surface Appearance Inspection
Crush Protection:
Keep hands clear of turning rolls.Never measure or touch pipes until the drive system is locked and the load is mechanically chocked.
Hearing Safety:
Wear hearing protection rated NRR 25dB or higher.High-frequency impact noise from drop-stamps and conveyors regularly exceeds 85 decibels.
Crane Avoidance:
Stop all visual inspection activities when overhead cranes transport pipe bundles.Evacuate immediately to designated safety zones behind the yellow floor lines.
Why is lighting intensity so strictly regulated at 500 to 1000 Lux?
Insufficient light causes eye strain and leads to inspector fatigue,which dramatically increases the rate of missed defects.Shadows or poor contrast can easily mask micro-cracks down to 0.1mm or make deep pits look like harmless surface discoloration.
If a pipe fails the surface inspection, is it immediately scrapped?
Not necessarily.Pipes with shallow defects can be reconditioned via grinding,provided the remaining wall thickness stays within tolerance.If the defect is deep but localized,the section can be cut off,or re-welded using approved repair procedures.
How often must an automated AI inspection camera system be calibrated?
Automated systems typically require calibration at the start of every shift (about every 8 hours) or whenever the pipe size/grade changes.This is done using a “master reference pipe” containing machined artificial defects of precise, known depths and lengths.
What is “Clock Position” in an inspection report, and why is it used?
Clock position is a standard method used to map the exact circumferential location of a defect looking at the pipe end.It allows subsequent repair teams or third-party auditors to locate the flaw instantly without scanning the entire pipe surface again.
write to us
Have a Question?
Contact Us!
Should you have any questions regarding stainless steel pipes, including manufacturing processes, chemical composition or other unfamiliar matters, our staff will be happy to assist you.